
噴砂機廠家:異型石材制品加工技術與設備發展概述
噴砂機廠家:異型石材制品加工技術與設備發展概述,摘要:為了解和分析國內外異型石材制品加工技術與設備的發展現狀與趨勢,研發新一代具有自主知識產權和國際水準的異型石材制品加工技術與設備提供理論依據,通過分析和比較不同種類異型石材制品的加工方法和不同類別的異型石材加工技術與設備的功能,得出異型石材加工設備正向著高速高效化、智能化、人性化和單機設備多功能化的方向發展的結果。
結論是目前國內異型石材制品加工技術與設備與國外存在較大差距,研發新一代具有自主知識產權和國際水準的異型石材制品加工技術與設備是提升我國石材加工業整體水平的戰略需求。
近年來,隨著人們生活水平的提高,石材制品越來越廣泛地被應用于建筑裝飾業。
伴隨著石材制品業向著高質量、藝術化、多樣化方向的發展,市場對異型石材制品的種類、形狀、精度和產品尺寸的要求愈來愈高、需求愈來愈大,異型石材加工裝備也向著高速高效化、智能化、人性化和單機設備多功能化的方向發展。
異型石材制品一般是指除矩形板材以外的其他所有石材制品。按照制品的特點和加工方式的不同,異型石材制品可分為:平面異型制品、曲面異型制品、實體回轉體制品和雕刻制品等四大類。
平面異型石材制品是指以二維線條或圖形為主的臺面制品,一般帶有邊緣花線或雕有文字。如衛生間面盆板、廚房灶臺板、花線條、拼花板材和簡單的墓碑等。
平面異型石材的加一般采用傳統的機械加工設備。設備通常配備-一個工作平臺供安放和固定工件用,刀具可沿x軸、Y軸、Z軸三個方向運動,配以圓盤銑刀或雕銑刀頭,可完成花線切割和文字雕刻。
部分毛面花紋的加工采用噴砂加工技術,如意大利PELLECRINI公司的S系列噴砂加工設備,采用噴砂毛面加工技術,可在石材板表面上噴砂加工出各種花紋圖案,其最大加工寬度可達2.2米。配備專門的粉塵收集裝置,防止沙塵對工作環境和操作者的污染。
曲面異型制品指具有公共母或對稱中線的曲面板材制品,如內外圓弧板、S型或波浪形等墻面用板材、柱面用板材制品等。曲面異型制品有傳統機械加工、繩鋸加工或高壓水射流加T等多種技術。
曲面異型制品加工設備的工作臺一般能夠前后平移,刀具相對工件作X軸、Y軸、Z軸三個方向進給,配以先進的計算機仿形控制技術,可實現連續的加工。
圖1為山東大學石材工程技術研究中心研制的SSQ系列數控石材曲面加工設備。該設備采用了可靠的三坐標數控系統,刀具軸水平布置,鋸片或磨輪垂直切割。該設備可加工任意曲率、形狀的內、外曲面。

工作時,通過更換不同形式的刀具,即可完成曲面板材的銑、磨、拋光加工。實體回轉體制品及其加工技術實體回轉體制品指具有對稱中線的柱體制品。如圓柱、欄桿住、羅馬柱、風水球、工藝花瓶等。
實體可轉體制品一-般采用車削或鋸切加工工藝, 工件繞中心軸回轉,刀具沿X軸、Z軸方向進給。由于石材為硬脆材料,主軸回轉速度不能太高,所以一般采用圓盤鋸。
鋸片動刀頭與制品反方向回轉,實現 高速切削。在制品不發生回轉的情況下,使鋸片動刀 頭在0° ~360° 之間轉動,就可以加工出復雜的多棱體石柱。
國內石材圓柱體的成形--般采用柱帽機加 工,通過機械仿形技術加工復雜的回轉體形狀。國外 先進的加工技術采用計算機仿形控制技術。
石材雕刻制品是指沒有對稱中線以及具有復雜形 面的異型制品,包括復雜的平面浮雕和各種立體雕刻 制品。如復雜的畫框、壁爐飾面、各種樓梯扶手、立體人像、動植物雕刻品等。
平面浮雕加工設備的刀具一般除能沿X軸、Y 軸、Z軸三個方向進給,有的刀具還可繞Y軸擺動。
立體浮雕一般采用數控加工中心,可實現多軸聯動, 擁有先進的三維激光掃描系統、CAD/CAM圖形處理. 技術和多軸數控加工系統。
仿形加工是以制品模型為依據進行的一-種機械加 工方式。國內用于石材加工的仿形設備多采用機械仿 形機構、液壓仿形系統等方式。機械仿形采用由連桿機構或平行四邊形機構組合 而成的形式,模型與工件的加工比例一般為1: 1, 可用于加工平面異型制品和回轉體異型制品。
液壓仿形是將幾個液壓油缸和液壓閥組合而成- . 套液 壓仿形油路系統的一種加工方式,液壓仿形加工的工 件可以對模型進行一定比例的放大。
如意大利OMAG 公司生產的ID86系列臥式液壓仿形車床,可用于加 工圓柱、欄桿住、花瓶等母線是任意曲線的回轉體制 品,通過選配不同的動力頭和配套機構,該機還可以 加工多棱柱、羅馬柱和球類石材制品。
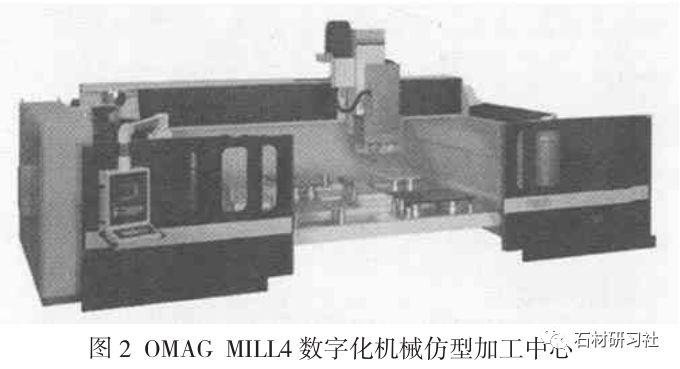
國外先進的仿形加工設備使用激光掃描成像技術 和計算機仿形控制加I技術120,可以對較復雜的或不 易采用機械觸頭進行的仿形的模型進行仿形加工,其精度更高,仿形效果更好。
圖2為意大利0MAG公 司MLL4型3到6軸的數字化機械仿型加工中心, 這套加工中心集鋸、雕刻、打磨、轉銑于一體。
繩鋸加工是在石材加工中的廣泛應用,主要是應為它具有顯著提高了生產率和改善勞動條件、保護環境的優點。
主要表現在:串珠繩鋸用途多、線切割速度快、生產效率高、對環境污染小、噪聲低、省電省時、工作環境較為理想,但使用壽命較短、表面加工質量較低。
串珠繩鋸加工異形石材現在一-般都采用數控加工技術,雖然到目前只有近15年的發展歷史,但已經成為高附加值異型石材制品加工的主要設備。
繩鋸加工大多采用單根金剛石串珠繩鋸的加工方式。二維金剛石串珠繩鋸包括工件與串珠鋸在豎直方向的相對運動和工件與串珠鋸水平方向的相對運動。
豎直方向的相對運動有兩種實現方式,一種是采用串珠鋸上下移動的方式,第二種方式采用工件底部頂升機構。第一種方式由于串珠鋸相對質量較低,所以比較節約能源,且方便對進給速度進行調節,但是由于串珠鋸鋸架需要上下移動,所以增加克鋸機的整體結構尺寸;
第二種方式則比較節省空間。水平方向的相對運動也有兩種實現方式,一種是框架據沿固定導軌的平移運動,同樣具有節約能源和速度可調節的特點,但是由于固定導軌不能移動,所以對加工尺寸有一定要求。
第二種方式采用工作臺水平移動的方式,同時框架據兩側可沿垂直導軌運動,所以加工尺寸可以更大。
意大利CANDIANI公司生產的MULITIUIREC200-2型雙軸金剛石串珠繩異形鋸機,可以同時安裝三根金剛石串珠繩,主要用于加工石材圓弧板。同時該公司生產的VINCA-6型鋸機采用了先進的五軸聯動數控技術。
其外形結構、運動方式與一般的金剛石串珠繩鋸整體機的形式基本相似,不同的是每側的飛輪可單獨升降,使金剛石串珠繩鋸與水平面成-定的角度,同時工件在工作臺上可以360°旋轉,可鋸切加工出空心螺旋柱等復雜的回轉立體石材制品。
除常見的串珠繩鋸異型石材鋸切設備外,還有一-些小型臺式串珠鋸機,專門用于加工拼花、曲線邊等異型石材制品。
高壓水射流技術是以高壓水射流或磨料射流為切割手段的石材加工技術7-10。
高壓水射流具有道具簡單、為粉塵污染、低噪音、切口狹窄等特點。相對繩鋸加工而言,高壓水射流切削過程連續、切削力穩定、振動較小,所以特別適合用于石材拼花板材的加工和各種平板類石材標志加工,而且產品批量大,精度高。
數控高壓水射流切割機是由高壓水泵、工作主機和數控系統三部分組成。這種技術裝備造價低,功耗小,由于磨損料和水可回收利用,所以產品的加工成本很低。
異型石材加工用數控車床主要用于加工簡單的回轉體異型石材制品。加工工件繞固定軸轉動,刀具相對工件作軸向運動和垂直軸向進給。因為石材是脆性材料,回轉轉速不易太高,為保證正常切削所需線速度,通常采用圓盤鋸代替普通的車刀。
圓盤鋸由高速電機帶動旋轉固定在隨動刀架上。數控系統采用普通二軸聯動機床數控系統即可。由于其結構簡單,直接對一般車床作簡單的改進就能夠使用,所以在國內被廣泛使用。
數控雕銑機主要用于簡單的板材表面圖案和墓碑 雕刻等石材加工。一般具有三維或四維聯動運動控制。
圖3為國產美杰特MJT-1812D型石材雕銑機主 要用于墓碑加工,其最大加工尺寸為:寬2700mm、 長2100mm、高1800mm,最大加工質量為: 1500kg。
隨著數控技術和多軸聯動控制技術的發展,五軸 聯動控制的數控車銑加工中心成為異型石材加工的新方向。
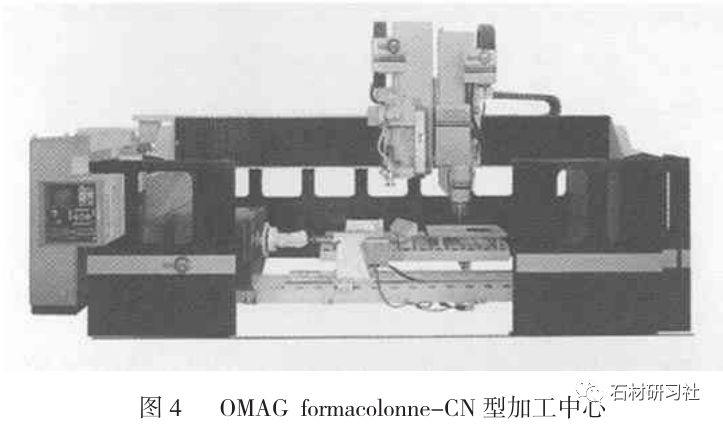
這種加工中心能夠集車削、雕銑、磨刨等加工功能于一身,配以先進的激光成像技術和開放式數控系統,可以加工人體石雕像等復雜的藝術制品。
圖4 為意大利OMAG公司設計的formacolonne--CN型加工中心,該加工中心采用4軸聯動數字控制加工技術, 同時配有兩個工作頭。

異型石材數控加工中心一般采用龍門支柱式結 構,除水平工作臺外- -般還配有旋轉工作臺,主要用 于加工大型、復雜的異型石材制品。以美國North- wood公司Satellite XL型數控加工中心為例,該機采 用五軸聯動數字控制技術,可以以任何角度加工5個 外形表面。其特點是快速、高效、可靠、安全,并且 具有自動加緊裝置四。
隨著多軸聯動控制技術的發展,異型石材加工設 備正在向單機設備多功能方向發展。如六維聯動數控 繩鋸機、五軸聯動車銑加工中心、五軸聯動數控加工 中心等多軸加工設備,由先進的CNC系統控制,可完成切割、鉆孔、車削、雕銑、磨削、拋光等功能于一體。
現代CAD/CAM軟件的發展加速了機床CAC技術 的發展速度。應用先進的Pro/Engineer、 MasterCAM 等軟件進行CAD/CAM設計加工,生成CAM程序可 直接用于CAC機床的加工。使用激光掃描與電腦成 像技術和基于PC的開放式數控系統可以對珍貴的文 物等制品進行仿真加工。
同時采用激光描技術提取 石材材料特性及紋理特征,通過CAD優化設計軟件 可惜有效地利用石材天然的紋理和節約材料。
國外異型石材制品加工設備的開發越來越重視對 加工環境的改善在設備的除塵、減震;設備的防護是; 工作環境更加安全,設備的外形設計上更加注重人性 化設計。
如意大利PELLEGRINI公司的S系列噴砂加! 工設備,配備專門的粉塵收集裝置,防止沙塵對工作 環境和操作者的污染。在設備外形設計上運動人機工 程學的思想,在外款、色彩搭配等方面都別具一格。
自二十世紀50年代德國CarlSalomon博士首次 提出高速切削概念以來,經過半個多世紀的發展,到I 本世紀初,高速切削技術在工業發達國家得到普遍應用。
因為高速切削加工具有切削力降低、工件熱變形小、加工表面質量高、加工效率高、加工成本低等顯 著的特點,正成為切削加工的主流技術。目前適用于金屬切削的高速加工技術在國外已經比較成熟,適合 于石材加工的高速加工技術正成為目前石材加工技術 研究的主要方向之一。
高速切削是-項先進的、正在 發展的綜合技術,必須將高性能的高速電主軸系統、 高速切削機床、與石材高速切削相適應的刀具和對于 具體加工對象最佳的加工工藝等技術相結合,才能充分發揮高速切削技術的優勢。
高速切削加T的實現顯 著提高了工件的加工效率。同時國外在繩鋸加工中同 時使用多股繩鋸,在數控加T中心中同時使用多個工 作頭等方法的應用。
手段的石材加工技術,以異型石材制品的加工為突破口進入石材加工領域并在石材加工中應用發展得很快。這是一種刀具簡單,無粉塵污染,低噪音,切口狹窄的切割技術。
在石材行業,它主要用于石材拼花板材的加;工,各種平板類石材標志的加工,而且產品批量大、精度高。
數控高壓水射流切,割機由高壓水泵,工作主機和數控系統三部分組成。這一技術裝備遠比現在生產使用的加工設備造價低,產品加工成本低,能耗低,而且磨損料和水可回收利用,設備應用范圍廣,是我國石材工業發展中值得重視的一項很有前景的新技術。
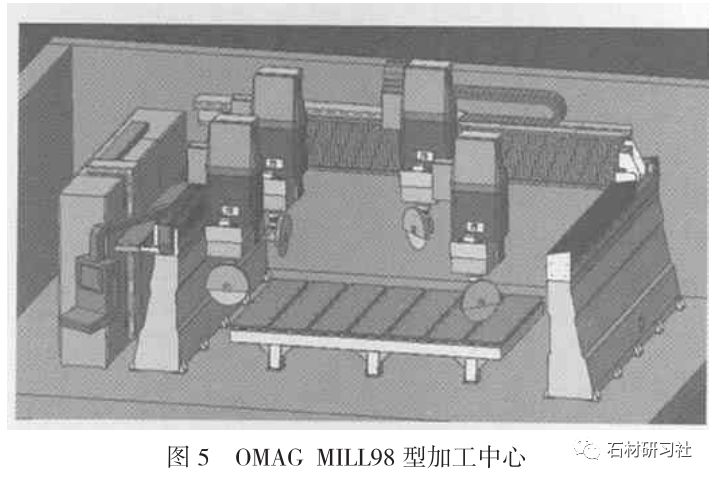
由于有關技術和關鍵的問題還未得到完全徹底解決,故在國內石材加工中還沒得到廣泛應用,也顯著提高了石材制品的加工效率。圖5為意大利OMAG公司的MILL98型加工中心工作模擬圖,該加工中心同時配備了4個工作頭。
目前,異型石材制品加工設備正向著高速高效化、智能化、人性化和單機設備多功能化方向發展。
與國外先進技術相比,我國在異型石材制品的加工技術和設備上還存在較大的差距。因此加速研制新型具有自主知識產權的異型石材加工技術與設備對于推動我國石材制造裝備業的發展,提高我國石材產業的整體競爭能力具有十分重要的意義。
械制造企業所生產的機器產品也要不斷地創新,不斷 地推出新產品緊跟當今國際石材業發展的步伐。
石材的新產品如時尚的超薄板、石刻工藝等的生產,就需 要石材數控技術及機器裝備,今后如何開發計算機數 字控制石材機械實現智能化、自動化雕刻方向發展是 各個石材機械企業的技術創的新的課題。
從石材機械的發展趨勢可以看出,目前石材機械 設備的發展趨勢主要體現在三個方面:
3、石材機械向環保化發展。如金剛石串珠繩 鋸,高壓水射流等環保加工設備的研制與應用。
可以預見,本世紀高效、環保、低能耗及自動化依然是石 材機械發展和技術創新的主題。
噴砂機廠家:異型石材制品加工技術與設備發展概述
VR眼鏡 https://www.pfdm.cn
相關資訊
- 購買噴砂房如何避坑
- 噴砂機廠家:氣動式噴丸機誰能介紹一下?
- 噴砂和噴丸還有拋丸有什么區別請給解釋一下
- 噴砂機拋丸機設備有哪些?
- 噴砂機廠家:異型石材制品加工技術與設備發展概述
- 自動噴砂房無軌電力動車低壓電動平車S軌道轉彎電池
- 噴砂機廠家:論噴丸強化對齒輪抗疲勞強度的影響
- 手動噴砂機的工作原理與應用范圍
- 噴砂機公司:噴砂設備噴砂處理工藝優勢對比
- 噴砂機廠家:噴砂機除塵器如何維護使用壽命長
- 噴砂機與自動噴砂機怎么選購?
- 噴砂機廠家:配置模具自動拆分機的橡膠硫化模具噴砂清洗線
- 噴砂機廠家:噴砂房專用龍門噴砂機器人介紹
- 手動噴砂機的檢修與保養!
- 噴砂機怎么做到避免靜電的損壞
- 自動噴砂機噴砂前處理對比其他前處理工藝






